





滾壓加工 滾壓加工是一種無切削加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象.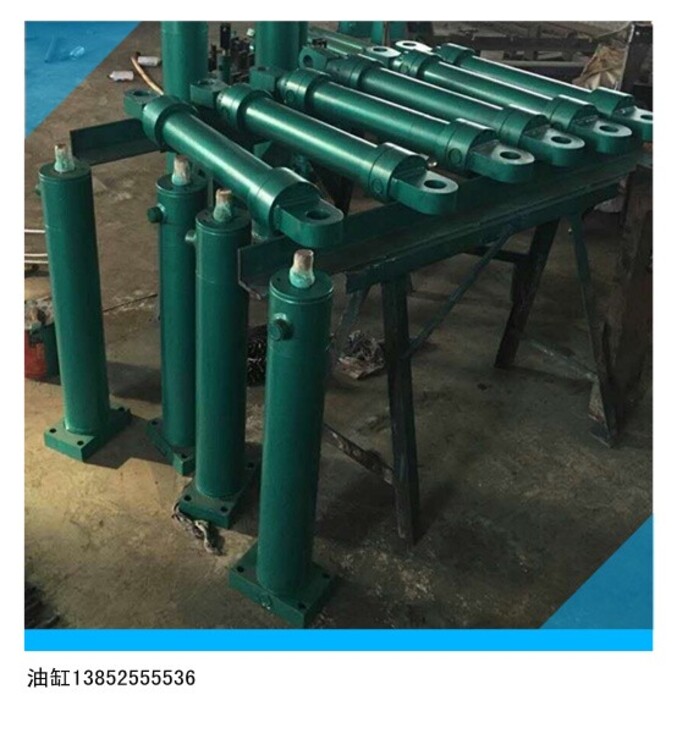
滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
運動慢的原因可能有:
1)、次運動速度快可能是因為回油管內無油,沒有背壓,以后再運動時,回油管可能存在背壓,看一下你有什么產生背壓的因素,如節流閥使用的通徑是否正確、節流閥是否調節的流量太小、單向閥的閥芯是否有堵塞等。
2)、活塞上的密封圈是否有損壞或安裝方式不對,使液壓缸產生嚴重的內泄。
3)液壓缸過大,所選的閥和管道通徑過小,不能滿足流量要求 ?
4)、你清理的是吸油濾芯還是回油濾芯?可能是回油濾芯堵了。
5)、系統壓力是否測量,是否是因為系統壓力達不到要求,可以重新調定一下溢流閥。
4、如果是因為泵的流量和壓力引起的。好重新選型,因為一般定量泵的流量和轉速要求出廠時已明確,改變后對泵的壽命有影響。而且如果泵的壓力和流量變了,整個系統的部件是否有影響,能否承受,還得考慮。
新出廠的裝載機通常不會出現液壓油溫度過高現象。對管路走向、膠管長度、運動軌跡和彎曲半徑進行復核,均在合理范圍內,也沒有發現膠管與膠管、膠管與機體發生摩擦的現象。檢查油缸膠管裝配質量,沒有發現管接頭過松、過緊以及膠管扭曲現象。進一步分析認為,膠管接頭的扣壓芯管與扣壓外卡套的加工質量符合要求,是確保膠管不滲漏的關鍵我們把質量較好、無滲漏的膠管接頭與出現滲漏的膠管接頭分別剖開進行對比,發現2種膠管接頭芯管的加工質量確實有較大的差別。
沖洗過程中要應該注意:
(1) 油箱要封閉,減少現場空氣中顆粒進入油箱的機會;
(2) 相油箱中加入沖洗油時應使用帶過濾器的加油小車,以濾除桶裝油中的污染物;
(3) 更換濾芯時暫停沖洗泵,注意不要帶入雜質;
(4) 對排空和排污要定期進行,以確保系統充滿,并及時排出氣體和污染物。
(5) 在沖洗的前期,油中水分蒸發很重要,在沖洗油箱上應有蒸汽逸出的窗口。
(6) 沖洗合格后在抽出沖洗油、管線使用前要注意保護,以免污染物進入液壓系統。
液壓缸在工作時會發生生產牽引力不足,又或者是速度下降的現象,很多人都不明白是什么原因導致這一系列事故發生,這個時候就要用心一一的排查,找出問題所在。
1)活塞配合間隙過大或密封裝置損壞,造成內泄漏。應減小配合間隙,更換密封件。
2)活塞配合間隙過小,密封過緊,增大運動阻力。應增大配合間隙,調整密封件的松緊度。
3)活塞桿彎曲,引起劇烈磨擦。應校直活塞桿。
4)液壓缸內油液溫升太高、粘度下降,使泄漏增加;或是由于雜質過多,卡死活塞和活塞桿。應采取散熱降溫等措施,更換油液。
5)缸筒拉傷,造成內泄漏。應更換缸筒。
6)由于經常用工作行程的某一段,造成液壓缸內徑直線性不良(局部有腰鼓形),致使液壓缸的高、低壓油互通。應鏜磨修復液壓缸內徑,單配活塞。

YZXLC卸料車環保
300000元
產品名:卸料車

皮帶液壓拉緊裝置
45000元
產品名:皮帶機液壓拉緊,皮帶機液壓漲緊

不銹鋼平鍵
1元
產品名:平鍵

電液推桿直式電液推桿
2800元
產品名:分體式電液推桿,電液推桿,直式電液推桿,平行式電液推桿

常州銷售電動雙層卸灰閥電液動雙層卸灰閥
8900元
產品名:電動雙層卸灰閥,卸灰閥
四川DZYL液壓拉緊輸送機
45000元
產品名:皮帶機液壓拉緊,皮帶機液壓漲緊

常州生產電液動犁式卸料器多少錢一個自動平衡式
14000元
產品名:電液動犁式卸料器

溫州銷售電液推桿廠家
3000元
產品名:電液推桿
<fieldset id="6mgwi"></fieldset>