關鍵詞 |
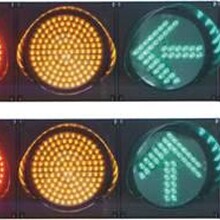
潛江新款信號燈,信號燈價格,潛江信號燈,新款信號燈 |
面向地區 |
全國 |
感應控制是在交叉口進口道上設置車輛檢測器,交通信號燈配時方案由計算機或智能化信號控制機計算,可隨檢測器檢測到的車流信息而隨時改變的一種控制方式。感應控制的基本方式是單個交叉口得感應控制,簡稱單點控制感應控制。單點感應控制隨檢測器設置方式的不同可分為半感應控制和全感應控制。
把交通系統作為一個不確定系統,能夠連續測量其狀態,如車流量、停車次數、延誤時間、排隊長度等,逐漸了解和掌握對象,把他們與希望的動態特性進行比較,并利用差值以改變系統的可調參數或產生一個控制,從而不論環境如何變化,均可使控制效果達到優或次優控制的一種控制方式。
信號燈桿生產工藝流程
卷板開平--原材料檢驗無問題入庫--出庫--卷桿車間--裁剪下料--模壓卷桿--砂紙打磨除銹--埋弧焊接--補焊打磨--整桿--相貫線切割下料(開門、開孔、斷料、齊頭)--平板激光下料--焊接制作(上工裝、打樣)--焊接方法:氣保焊、氬弧焊、激光焊、電焊)--焊接工藝:外焊、內焊、點焊、分段焊、滿焊、鉚釘焊--打磨--熱鍍鋅--噴塑--整桿--攻絲--打膩子--機械打磨--人工打磨 --粗磨 --精磨--噴涂--烘烤--出爐--檢查--修復--檢查--組裝--檢查--包裝 (普通氣泡袋+毛氈包裝+法蘭膠條+無紡布+包裝薄膜、打木架、木托、裝車、發貨清單、到貨簽收)
泰耀照明板材整卷、開平、管材
開平是指燈桿制作前的原材料,一般是卷板,經過開平設備進行開平成長方形板材(長寬根據不同的桿形要求進行下料)
開平時需要盡量保持板材的相對平整,不可有波浪形態出現,板材厚度要達標,大誤差不大于國標規定厚度的15絲,如4mm厚,國家規定不得低于3.85mm
泰耀照明工序
卷桿:錐度比正常情況在千分之11-13,大千分比不超過9-15,否則變形量會很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以內,每米有氣孔、砂眼或者焊瘤(如下圖)1-2個,4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個,板材厚度越厚,焊接表面相對更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質問題都會導致焊縫不美觀、不光潔,氣孔、焊渣較多的現象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對有銹跡處焊縫進行打磨,然后在進行焊接 ,焊劑要球干燥質量要好,煜工師傅要對不同厚度板材進行調整電流 電壓以及焊速。
精工下料
泰耀照明焊接工藝分為氣保焊 、氬弧焊、激光焊、電焊
焊接順序:精工下料后根據不同的桿形先做工裝,進行首件打樣(參與人員有技術部負責人生產部負責人質檢負責人及一線焊工組組長)。確認無誤達標后方可進行批量生產。
泰耀照明打磨:一般采用角磨機、磨頭鉆進行人工打磨至光滑平整。
<fieldset id="6mgwi"></fieldset>